
铣床用平口钳装夹工件操作步骤
假如在一个160mm×25mm×30mm的矩形截面的工件上,铣一个深20mm、宽14mm的纵向通槽,在在卧式铣床上装夹该工件。
矩形坯件,外形尺寸不大,宜采用平口钳装夹。考虑到工件厚度不大,应采用平行垫铁,垫高工件,使工件高出钳口。

(1)坯件检验
① 目测检验坯件的形状和表面质量,如各面之间是否基本平行、垂直,表面是否有无法通过铣削加工的凹陷、硬点等。
② 用钢直尺检验坯件的尺寸,并结合各毛坯面的垂直和平行情况,测量最短的尺寸,以检验坯件是否有足够的加工余量。
(2)安装铣床用平口钳
① 安装前将平口钳的底面与铣床工作台面擦干净,若有毛刺、凸起,应用油石修磨平整。
② 检查平口钳底部的定位键是否紧固,定位键定位面是否同一方向安装。
③ 将平口钳安装在铣床工作台中间的T形槽内,钳口位置居中,并用手拉动平口钳底盘,使定位键向T形槽一侧贴合,校准平口钳的固定钳口,使之与工作台的一个导轨的进给方向平行。
④ 用T形螺栓将平口钳压紧在工作台面上。
(3)装夹工件
① 使工件的定位基准面与固定钳口及平垫铁很好地贴合。
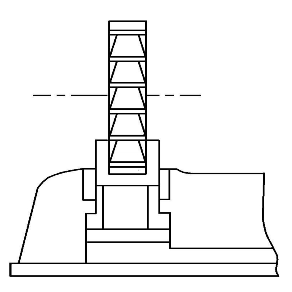
② 注意合理地确定工件在平口钳上的夹紧部位,防止在铣出槽后,由于刚性低,工件在夹紧力作用下变形,出现夹刀现象。正确的夹紧部位应选在槽底附近,如图所示。
此文关键字:



热门文章排行榜
- 铣床型号全解析:从分类到选型指南
- 铣床装夹工具V形块的使用方法和装夹轴类工件时注意事项
- 铣床精铣适合用什么转速?
- 2号3号4号5号6号炮塔铣床的区别?
- 铣床操作完全指南:从新手到熟练工的必备手册
- 数控铣床的结构组成部件与作用
- 铣床和车床的区别有哪些?
- 万能摇臂铣床与普通炮塔铣床的区别
- 一台小型铣床多少钱?
- 数控铣床的加工特点有哪些