
铣床装夹工具V形块的使用方法和装夹轴类工件时注意事项
铣床装夹工具V形块的使用方法和装夹轴类工件时注意事项

(1)装夹轴类工件时选用V形块的方法
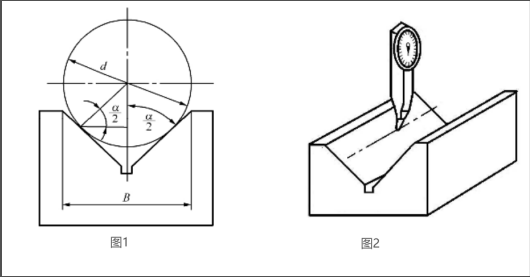
常见的V形块夹角有90°和120°的两种槽形。无论使用哪一种槽形,在装夹轴类工件时均应使轴的定位表面与V形块的V形面相切,根据轴的直径选择V形块口宽B的尺寸,如图1所示。V形槽的槽口宽B应满足公式:

。
简化公式为:当α=90°时, 或B>0.707d;
或B>0.707d;
当α=120°时,![]() 或B>0.5d。
或B>0.5d。
选用较大的V形角有利于提高轴在V形块的定位精度。
(2)在铣床工作台上找正V形块的位置
在机床工作台上正确安装V形块的位置,即要求V形槽的方向与机床工作台纵向或横向进给方向平行。安装V形块时将百分表座及百分表固定在机床主轴或床身某一适当位置,使百分表测头与V形块的一个V形面接触,纵向或横向移动工作台即可测出V形块与(工作台纵向或横向)移动方向的平行度,如图2所示。并根据所测得的数值调整V形块的位置,直至满足要求为止。一般情况下,平行度的允许值为0.02/100mm。
(3)用V形块装夹轴类工件时注意事项
①注意保持V形块两V形面的洁净,无鳞刺、无锈斑,使用前应清除污垢。
②装卸工件时防止碰撞,以免影响V形块的精度。
③使用时,在V形块与机床工作台及工件定位表面间,不得有棉丝毛及切屑等杂物。
④根据工件的定位直径,合理选择V形块。
⑤校正好V形块在铣床工作台上的位置(以平行度为准)。
⑥尽量使轴的定位表面与V形面多接触。
⑦V形块的位置应尽可能地靠近切削位置,以防止切削振动使V形块移位。
⑧使用两个V形块装夹较长的轴件时,应注意调整好V形块与工作台进给方向的平行度,以及轴心线与工作台台面的平行度。
此文关键字:



热门文章排行榜
- 铣床型号全解析:从分类到选型指南
- 铣床装夹工具V形块的使用方法和装夹轴类工件时注意事项
- 铣床精铣适合用什么转速?
- 2号3号4号5号6号炮塔铣床的区别?
- 数控铣床的结构组成部件与作用
- 铣床操作完全指南:从新手到熟练工的必备手册
- 万能摇臂铣床与普通炮塔铣床的区别
- 铣床和车床的区别有哪些?
- 一台小型铣床多少钱?
- 数控铣床与普通铣床的区别